






4)對于成型收縮所引起的變形,就必須修正模具的設計了。其中,最重要的是應注意使制品壁厚一致。有時,在不得已的情況下,只好通過測量制品的變形,按相反的方向修整模具,加以校正。一般結晶性樹脂(如聚甲醛POM、尼龍PA、聚丙烯PP、聚乙烯PE及聚對苯二甲酸乙二醇酯PET等)比非結晶性樹脂(如聚甲基丙烯酸甲酯PMMA、聚氯乙烯PVC、聚苯乙烯PS、ABS樹脂及AS樹脂等)的變形大。另外,由于玻璃纖維增強樹脂具有纖維配向性,變形也大
十一、氣泡
根據氣泡的產生原因,解決的對策有以下幾個方面:
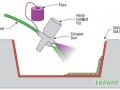
1)在制品壁厚較大時,其外表面冷卻速度比中心部的快,因此,隨著冷卻的進行,中心部的樹脂邊收縮邊向表面擴張,使中心部產生充填不足。這種情況被稱為真空氣泡。解決方法主要有:
a)根據壁厚,確定合理的澆口,澆道尺寸。一般澆口高度應為制品壁厚的50%~60%。
b)至澆口封合為止,留有一定的補充注射料。
c)注射時間應較澆口封合時間略長。
d)降低注射速度,提高注射壓力,
e)采用熔融粘度等級高的材料。
2)由于揮發性氣體的產生而造成的氣泡,解決的方法主要有:
a)充分進行預干燥。
b)降低樹脂溫度,避免產生分解氣體。
3)流動性差造成的氣泡,可通過提高樹脂及模具的溫度、提高注射速度予以解決。
十二、白化
白化現象最主要發生在ABS樹脂制品的推出部分。脫模效果不佳是其主要原因。可采用降低注射壓力,加大脫模斜度,增加推桿的數量或面積,減小模具表面粗糙度值等方法改善,當然,噴脫模劑也是一種方法,但應注意不要對后續工序,如燙印、涂裝等產生不良影響。








 京ICP備14000539號
京ICP備14000539號